耐久性に優れたポリカーボネートの販売
![]()





- 営業時間 平日8:30~17:00(土日祝日休み)
HOME > オーダー加工について

ポリカーボネート板売り.comでは、お客様のご要望に応じて加工したポリカーボネートをご提供いたします。
特にポリカーボネート平板は、切断・カンナがけ、穴あけ加工などの対応はもちろん接着加工なども可能です。オーダー加工をご希望される場合は、別途ご相談ください。
切断加工
ランニングソー・昇降盤・手押しノコ・ミシン(糸ノコ)・シャーリングを使用します。
加工内容により使い分けします。

※お客様ご自身で加工をされる場合は、下記の項目を参考にしてください。(あくまで目安程度となります)
※加工機、工具の環境や条件により良好な加工面が得られない場合もございます。ご注意ください。
| 目的 | 加工機 | 条件 | 留意点 |
|---|---|---|---|
| 直線 | 丸鋸 |
|
|
| シャーリング |
|
||
| 曲線(直線) | 糸鋸 |
|
|
| 帯鋸 |
|
|
|
| その他 | ジグソー |
|
|
| 押し切り |
|
||
| ケビキ |
|
カンナがけ加工
樹脂切断の小口部分を手押しカンナ盤で削り、滑らかにします。
カンナをかけた面はクモリガラス状になります。
艶を出すバフ加工も可能です。

※お客様ご自身で加工をされる場合は、下記の項目を参考にしてください。(あくまで目安程度となります)
※加工機、工具の環境や条件により良好な加工面が得られない場合もございます。ご注意ください。
| 目的 | 加工機 | 条件 | 留意点 |
|---|---|---|---|
| 断面仕上げ | 手押かんな板 |
|
|
穴あけ加工
ドリセッター・ボール盤を用いて加工します。
だるま穴、切り抜き加工にも対応します。タップ穴、ヘリサート加工も可能です。

※お客様ご自身で加工をされる場合は、下記の項目を参考にしてください。(あくまで目安程度となります)
※加工機、工具の環境や条件により良好な加工面が得られない場合もございます。ご注意ください。
| 目的 | 加工機 | 条件 | 留意点 |
|---|---|---|---|
| 穿孔 | ドリル |
|
|
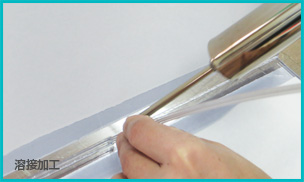
接着・溶接加工
接着加工は注射器・筆を使用します。
溶接加工はプラスチック専用ホットジェット溶接機を使用し、厚板5m/m以上から対応いたします。